Quel système de colle choisir pour votre encolleuse de chants?
Le choix du système de collage recommandé pour votre machine dépend de vos activités, de votre budget, de la finition souhaitée (joint de colle) et de la qualité d'encollage recherchée. La facilité de réglage et l'entretien nécessaire jouent également un rôle; un système nécessite plus de soins qu'un autre. Vous pouvez choisir un système de collage pour EVA, PU ou un système avec laser/Hot Air/NIR (bandes coextrudées ou préencollées). Une machine combinant plusieurs de ces systèmes de collage est également possible. Nous énumérons ici les options possibles et les conditions d'utilisation correspondantes.
Colle EVA / colle thermofusible
Les colles thermofusibles à base d'éthylène-acétate de vinyle (EVA en abrégé) sont très populaires en raison de leur rapport qualité-prix et constituent la solution idéale pour un budget limité. Pour autant qu'il soit appliqué correctement lors de la transformation, il s'agit d'un bon produit.
La colle EVA peut coller toutes sortes de matériaux tels que l'ABS, le PVC, le placage, l'aluminium, le bois massif, etc. La résistance à la chaleur de la colle thermofusible atteint environ 75°C et le joint est modérément résistant à l'eau et/ou à une humidité élevée.
La colle EVA est disponible en granulés et en cartouches. Le temps de chauffage des granulés EVA dans un bac à colle est d'environ 5 minutes et la température de traitement de la colle est d'environ 185°C. Le temps de chauffage des cartouches d'EVA est légèrement plus court.
Colles thermofusibles avec ou sans charge
Une distinction est également faite entre les colles thermofusibles avec ou sans charge.
Une colle thermofusible non chargée est transparente ou blanche et convient donc à toutes les couleurs de bandes de chant (blanche pour les bandes et les pièces blanches, et transparente pour toutes les autres couleurs). La colle peut être appliquée en fine couche, ce qui permet d'obtenir un joint de colle fin. L'inconvénient est qu'elle colle plus facilement aux rouleaux de pression et/ou aux outils.
Une colle thermofusible chargée peut être colorée à volonté. La couleur de l'adhésif peut donc théoriquement être assortie à la bande de chant et à la pièce. Dans la pratique, on utilise généralement du transparent ou du blanc. Le joint de colle est légèrement plus épais qu'avec une colle non chargée et sera toujours plus visible. La colle chargée est également sensible au réchauffement et au refroidissement fréquents et peut donc se décolorer. La colle chargée de blanc devient ainsi beige ou même brune après un certain temps.
Dans le groupe des colles thermofusibles, d'autres types sont également disponibles avec une plage de température légèrement plus large, comme celles à base de polyoléfines, également connues sous le nom de colles PO.
Coût global
Les adhésifs thermofusibles EVA sont, à l'heure actuelle, les plus économiques en termes de prix d'achat et de coût de traitement. Un investissement relativement faible dans une encolleuse de chants standard avec un bac à colle simple et sous-jacent peut suffire. Une encolleuse de chants avec un système de collage EVA reste le meilleur choix pour un constructeur d'intérieur disposant d'un budget limité.
Entretien
Un simple bac à colle sous-jacent utilisé pour chauffer les granulés EVA doit en principe être nettoyé tous les un à trois ans (en fonction de l'utilisation). Cette opération est relativement aisée car la colle est thermoplastique. L'augmentation ou la diminution de la température fait passer la colle de l'état liquide à l'état solide et inversement. Pour nettoyer le bac à colle, il suffit de le chauffer à environ 140 °C et d'enlever les résidus de colle à l'aide d'une spatule en bois.
Un système de collage pour cartouches EVA utilise un peigne à colle pour appliquer la colle. Ce peigne doit être nettoyé quotidiennement à l'aide d'une brosse en cuivre.
Les agrégats de la machine doivent également être nettoyés au fil du temps. Dans ce cas, des systèmes intégrés de pulvérisation et de nettoyage peuvent soulager et minimiser la nécessité d'un nettoyage manuel.
La colle PU est généralement considérée comme l'adhésif le plus qualitatif. En effet, ce type de colle est thermodurcissable
Colle PU
Aujourd'hui, la tendance est aux solutions PU nécessitant peu d'entretien. La colle polyuréthane (ou colle PU) est généralement considérée comme le type d'adhésif de la plus haute qualité, car ce type de colle est thermodurcissable. Cela signifie qu'il ne redevient pas mou/liquide lorsqu'il est chauffé. Lorsqu'il est exposé à l'eau de l'air ambiant, il se produit une réaction chimique irréversible. Le durcissement atteint sa pleine puissance après sept jours, mais les pièces peuvent déjà être transformées et manipulées peu de temps après l'encollage.

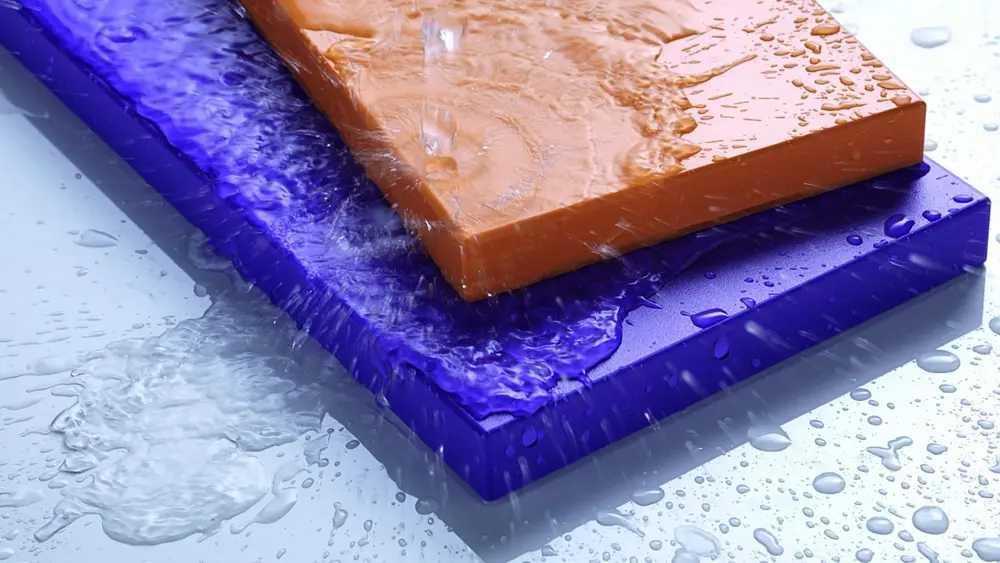
La réaction chimique irréversible garantit une très bonne adhérence et une résistance extrêmement élevée à la chaleur, à l'eau et/ou à l'humidité. La colle PU convient donc parfaitement à l'utilisation dans la cuisine et les meubles de salle de bains. De surcroît, la colle PU peut être utilisée pour tous les matériaux de chant tels que l'ABS, le PVC, le stratifié, la mélamine, le placage, le massif ou même l'aluminium.
La colle PU est généralement transparente, mais elle peut également être colorée dans une certaine mesure (blanc, beige, noir, etc.) en fonction de la couleur de la bande de chant et des pièces. La colle est disponible sous forme de granulés, de cartouches ou de blocs pour les machines dotées d'un système d'encollage approprié. La colle PU peut être utilisée pour créer un joint ultrafin et pratiquement invisible entre la bande et la pièce, dans le jargon: "le joint quasi nul".
En effet, sur un panneau fraisé parfaitement droit, un joint de colle très fin suffit pour obtenir une adhérence optimale. En outre, lorsqu'il est appliqué ton sur ton (blanc sur blanc et transparent sur d'autres couleurs), ce joint de colle ultrafin (joint quasi nul) se distingue à peine à l'œil nu de ceux qui comportent des bandes coextrudées. La température de la colle pendant le traitement est d'environ 145 °C.
Coût total
En principe, la colle PU est plus chère que la colle EVA, mais d'un autre côté, la consommation est très inférieure et la température de traitement est plus basse. En fin de compte, la colle PU et la colle EVA s'équilibrent en termes de coût d'utilisation. La différence réside dans la méthode d'application de la colle.
En théorie, il est possible d'utiliser une machine standard avec un simple bac à colle sous-jacent, mais cela implique un certain nombre de précautions supplémentaires. L'achat d'un séchoir ou d'un réservoir d'azote pour le bac à colle sera indispensable pour limiter le nettoyage.
Pour un coût supplémentaire limité, certaines marques proposent un bac à colle sus-jacent avec système de verrouillage. Ces systèmes permettent d'éviter de démonter le bac à colle et de le placer ensuite dans un séchoir ou une cuve d'azote. Cette solution exige peu de soins pour un prix limité.
Il est également possible d'opter pour un système fermé avec fente d'application. Cette solution ne nécessite pratiquement aucune manipulation supplémentaire et son prix est similaire à celui des solutions HOT AIR/NIR, mais beaucoup moins cher que le laser.
Entretien
Une fois que le processus de durcissement chimique a fait son œuvre, la colle PU thermodurcissable ne peut pas revenir à l'état liquide.
Ceux qui travaillent avec un bac à colle standard sous-jacent doivent donc nettoyer soigneusement le bac à colle à la fin de la journée ou le démonter quotidiennement et le placer dans un séchoir ou un réservoir d'azote. Lors de l'arrêt de la machine, il faut retirer le bac à colle contenant la colle PU et le placer dans le séchoir ou le réservoir d'azote. De cette manière, le processus de durcissement s'arrête et il est possible de remettre le bac à colle sur la machine ultérieurement, par exemple après le week-end, et de continuer à travailler.
Ceux qui travaillent avec un bac à colle sus-jacent doté d'un système de fermeture ou d'un système fermé avec fente d'application n'ont besoin que de peu ou pas de mesures d'entretien supplémentaires. En d'autres termes, il est possible de travailler avec de la colle PU comme avec de la colle EVA: de manière flexible et facile à entretenir.
Les systèmes qui ferment automatiquement le bac à colle sus-jacent (pendant les périodes de repos) de manière totalement étanche à l'air, empêchant ainsi le PU de durcir, sont très pratiques, nécessitent peu d'entretien et sont d'un prix abordable. Une autre solution nécessitant peu d'entretien est un système d'application de colle où la colle est appliquée sur la pièce, sans bac à colle et grâce à une fente d'application précise. Ce système fermé élimine pratiquement toutes les tâches d'entretien, mais il est relativement coûteux.
Ces dernières années, les bandes de chant fonctionnant sur la base du laser, Hot Air ou du NIR ont gagné en popularité
Solutions hybrides
La plupart des bacs à colle, sous-jacents ou sus-jacents, avec ou sans système de fermeture, sont capables de traiter à la fois la colle EVA et la colle PU. Toutefois, ce qui est important pour parler d'un système hybride, c'est la possibilité de changer rapidement le type de colle (et par conséquent sa couleur).
Avec un bac à colle standard sous-jacent, il n'est pas possible de changer rapidement de type de colle, à moins de remplacer le bac à colle dans son intégralité.
C'est bel et bien possible avec un bac à colle sus-jacent, avec ou sans système de fermeture, à condition qu'il soit équipé d'un système de vidange avec bac d'égouttage pour la colle. Ce bac à colle sus-jacent peut alors être alimenté manuellement ou par un système de préfusion.
Les systèmes équipés de cartouches de colle permettent également de changer relativement facilement de type de colle.
Technologie Laser, air chaud et NIR
Ces dernières années, les bandes de chant traitées au laser, à l'air chaud ou au NIR se sont multipliées. Dans ces types de bandes, un revêtement polymère est ajouté à l'intérieur de la bande au cours d'un processus de coextrusion, généralement en polypropylène. Seul un nombre limité de bandes peut être produit de cette manière, à savoir le PVC, l'ABS et d'autres plastiques.
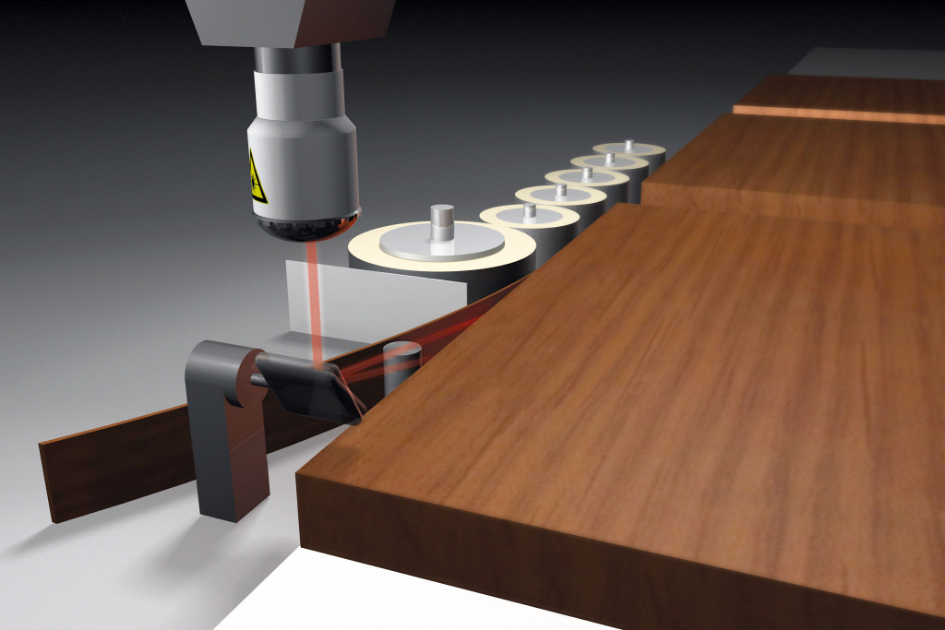
Dans une encolleuse de chants à fonction laser, le revêtement est rendu actif par l'envoi d'une lumière laser d'une certaine largeur de bande. Un miroir oscillant répartit l'énergie sur la bande. Le mouvement du miroir et sa vitesse varient en fonction de la hauteur de la bande et du débit. En raison de son prix d'achat élevé, cette technologie est plutôt réservée à l'industrie.
Le travail peut également être effectué à l'aide de l'air chaud ou de la lumière proche de l'infrarouge (NIR), qui sont plus abordables. L'air chaud utilise de l'air chaud sous haute pression, tandis que le NIR utilise la lumière proche de l'infrarouge.
Ces trois techniques, associées à des bandes coextrudées, permettent de réduire le joint de colle à quelques centièmes de millimètre, ce qui permet d'obtenir de facto un joint nul. Avec ces bandes coextrudées, l'adhésion est très bonne, la résistance à la chaleur est bonne, mais la résistance à l'eau et à l'humidité est plutôt modérée (meilleure qu'avec les colles EVA, plus modérée qu'avec les colles PU). Pour protéger le joint nul, un scellage peut être appliqué à l'aide d'un stylo ou d'un agrégat optionnel sur la machine.
Comme alternative aux bandes coextrudées, il est également possible d'opter pour des bandes préencollées moins chères. Ces bandes sont ensuite recouvertes d'une couche de polymère ou de polyoléfine (colle thermofusible) et sont donc également disponibles dans d'autres matériaux que le plastique. Avec ces bandes, cependant, on ne parle plus de joint nul, mais d'un joint de colle d'environ 0,15 mm. L'adhésion est bonne avec ces bandes préencollées et la résistance à la chaleur, à l'eau et à l'humidité est modérée. Ces bandes s'utilisent uniquement avec la technologie de l'air chaud et non avec le laser ou le NIR.
Coût total
Les bandes coextrudées sont plus chères de 0,2 à 0,4 euro par mètre courant que les bandes ABS standard. En revanche, il n'est pas nécessaire d'acheter de la colle, ce qui devrait rendre la machine plus facile à entretenir. En raison de la disponibilité limitée des types de bandes (uniquement en plastique), cette technologie est souvent combinée avec un système de collage EVA ou PUR, ce qui entraîne des coûts d'achat et d'entretien supplémentaires, ou avec des bandes préencollées, ce qui n'est possible qu'avec la technologie de l'air chaud.
L'élément le plus important est le prix d'achat du système de collage lui-même. La variante avec laser est de loin la plus chère. C'est pourquoi l'unité laser n'est utilisée que sur les machines industrielles. En revanche, les systèmes à air chaud et NIR sont beaucoup plus rentables, comparables aux systèmes PU fermés avec fente de remplissage.
Entretien
Qu'il s'agisse de laser, d'air chaud ou de NIR, l'utilisation de bandes coextrudées est en soi une solution facile à entretenir. En effet, à condition de n'utiliser que des bandes en plastique, il n'y a pas de colle.
En collaboration avec Rogiers, Haco Trading, Constant Philips et Optimat Group







