Digitalisering bevordert bedieningscomfort vierzijdige schaafmachines
mogelijkheden van moderne schaafmachines
Vierzijdige schaafmachines zijn niet weg te denken uit schrijnwerkerijen die massief hout verwerken. Ook in houthandels zien we dergelijke machines frequent opgesteld staan. Het probleem is dat goede bedieners, die in staat zijn deze machine perfect in te stellen, schaars geworden zijn. Het antwoord van fabrikanten hierop is de digitalisering van het bedienings- en instelproces via digitale uitlezingen en CNC-sturingen voor het positioneren van assen. In dit artikel schetsen we de evoluties op dit vlak.

onderdelen vierzijdige schaafmachine
Een vierzijdige schaafmachine verenigt de functies van de vlakbank, de vandiktebank en de toupie in één machine. Daarnaast worden deze machines ook dermate gedigitaliseerd, dat het gebruik telkens makkelijker wordt. Dat is ook nodig, aangezien er jaar na jaar minder vakmannen zijn om deze machines te besturen. Door het tekort is het nodig dat een minder gekwalificeerd persoon dezelfde handelingen kan doen als een vakman, mits duidelijke instructies. Dé uitdaging is echter om dit zo betaalbaar, intuïtief en eenvoudig mogelijk te houden.
Het resultaat is wel dat deze (verplichte) digitalisering ervoor zorgt dat de schrijnwerker enkele cruciale winsten realiseert. Om deze te bespreken, bekijken we eerst de verschillende onderdelen van de moderne vierzijdige schaafmachine.

aantal assen
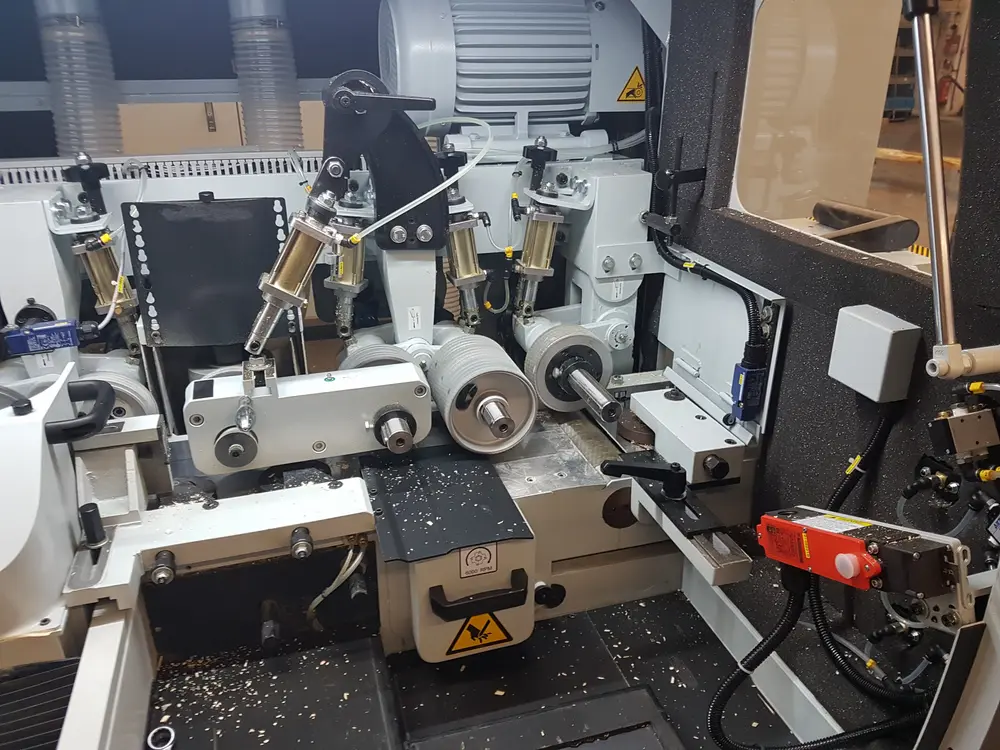
De belangrijkste onderdelen van een vierzijdige schaafmachine zijn ongetwijfeld de assen waarop de gereedschappen worden gemonteerd. Elke machine bestaat altijd uit de volgende vier assen:
- De vlakschaaf: Deze neemt onderaan het werkstuk weg;
- Rechteras of haakse schaaf: Zoals de naam al doet vermoeden, schaaft die het werkstuk haaks;
- Linkeras: Deze neemt materiaal weg van het werkstuk. Hij zal het hout op breedte schaven;
- Bovenste as: Schaaft het werkstuk op dikte.
Natuurlijk is het ook mogelijk om het aantal assen in een schaafmachine uit te breiden. Dat kan zelfs tot tien of elf assen! Het aantal assen wordt bepaald door twee zaken: wat de klant wil als afwerking en in hoeveel stappen hij dit wil doen zonder toolwissel. Deze wissel verloopt dankzij het digitaliseringsproces een heel stuk eenvoudiger dan vroeger.
Vroeger moesten de assen van de meeste schaafmachines manueel ingesteld worden, terwijl dat de laatste jaren via een druk op de knop volautomatisch verloopt en dat tot op een honderdste millimeter nauwkeurig. Eenmaal een eerder profiel aangemaakt, doorgevoerd en uiteindelijk na verwerking opgeslagen is in de software van de machine, kan de operator die makkelijk terug oproepen. De schaafmachine past zich dus onmiddellijk aan, aan een bepaald profiel en vermeldt daarbij ook direct enkele instructies die bij de aanmaak van het profiel in het systeem werden opgeslagen. Een ervan is bijvoorbeeld de toolwissel. Dit zorgt ervoor dat deze wissel een stuk eenvoudiger en efficiënter zal verlopen.

In zekere zin lijkt het alsof daar vakkennis voor nodig is, aangezien medewerkers moeten weten welke gereedschappen waar nodig zijn, maar dat is niet altijd het geval. In de software kan een omschrijving toegevoegd worden die deze zaken vermeldt. Deze toolwissel is daarbovenop ook een stuk goedkoper dan het bezitten van een schaafmachine met meerdere assen. Enkel de schrijnwerkerijen die veel van hun machines vergen, zien het nut in van meerdere assen.

druk- en aanvoerrollen
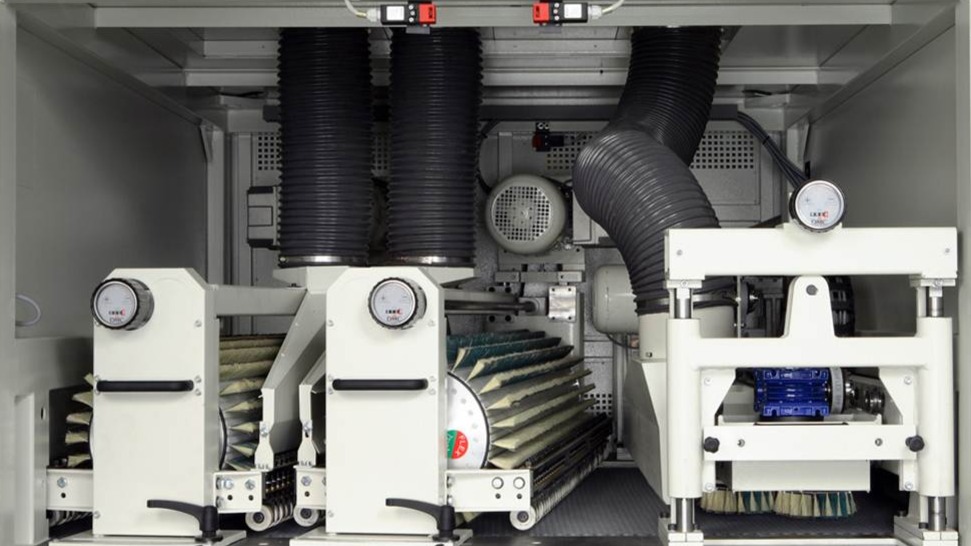
Een tweede belangrijk onderdeel van de schaafmachine zijn de druk- en aanvoerrollen. Terwijl de aanvoerrollen het transport voor hun rekening nemen, gaan de drukrollen het werkstuk op zijn plaats houden. Hoe zuiverder men het schaafbeeld wil, hoe meer drukrollen er nodig zijn. Een belangrijke optie is de mogelijkheid om de druk via een pneumatisch systeem nauwkeurig in te stellen.
Om de optimale werking van de aanvoerrollen te garanderen, moet het werkstuk - voor het schaven - op dikte gegroefd zijn. Op die manier hebben de rollen een optimale grip op het werkstuk. Na het schaven mag er immers geen schade meer berokkend worden aan het hout. Ten slotte kan de operator de snelheid van de rollen aanpassen en eventueel koppelen aan een werkstuk. Zo kan ook dit opgeslagen worden in de software van de machine.
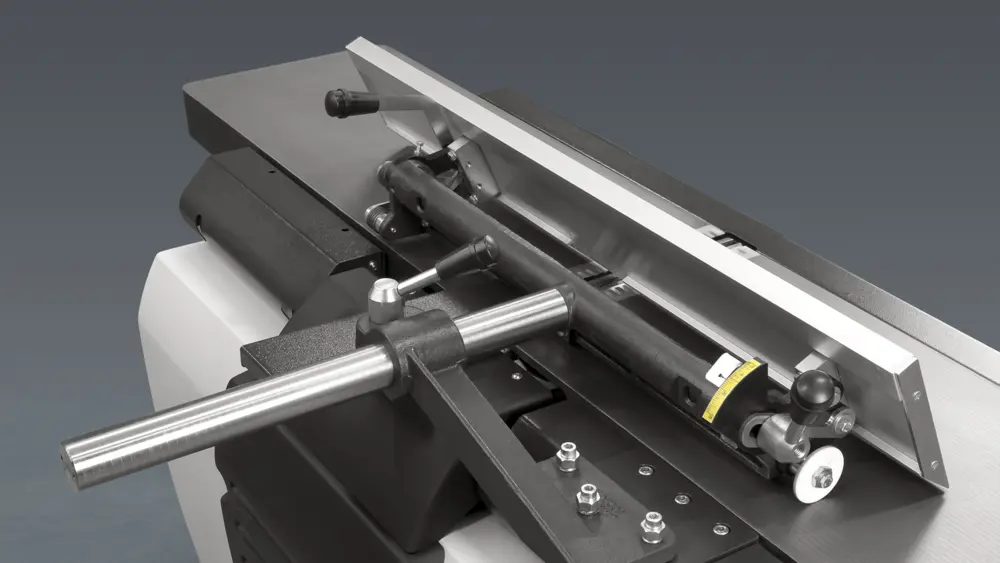
drukschoenen bijstellen
Tot slot heeft elke vierzijdige schaafmachine drukschoenen voor én na het gereedschap. Zij moeten de optimale stabiliteit garanderen tijdens de bewerking van het hout. Hoe dichter ze erbij staan, hoe stabieler en hoe gaver het hout. In het proces om deze machines te verbeteren geven de nieuwste schaafmachines nu een melding wanneer deze moeten worden bijgesteld. Dat bijstellen kan zowel manueel als automatisch.
gedigitaliseerd bedieningsproces
instellen machine
Het mag intussen al duidelijk zijn dat de trend naar digitalisering van machines in moderne schrijnwerkerijen niet meer weg te denken valt. Het biedt dan ook ongetwijfeld heel wat voordelen. Aangezien de software heel wat zaken uit het verleden onthoudt, is de bediening van een vierzijdige schaafmachine namelijk een stuk eenvoudiger. Wanneer de operator het juiste profiel uit het geheugen van de machine haalt, worden de s-waarden - die de huidige stand van de assen weergeven - automatisch aangepast en weergegeven op de display. In sommige gevallen moet die toch nog aangepast worden, bijvoorbeeld wanneer de klant een bepaalde structuur in het werkstuk wenst. Door de axiale en radiale assen individueel aan te sturen, kan je verschillende profielen realiseren. Dit kan zowel manueel, als volledig automatisch.

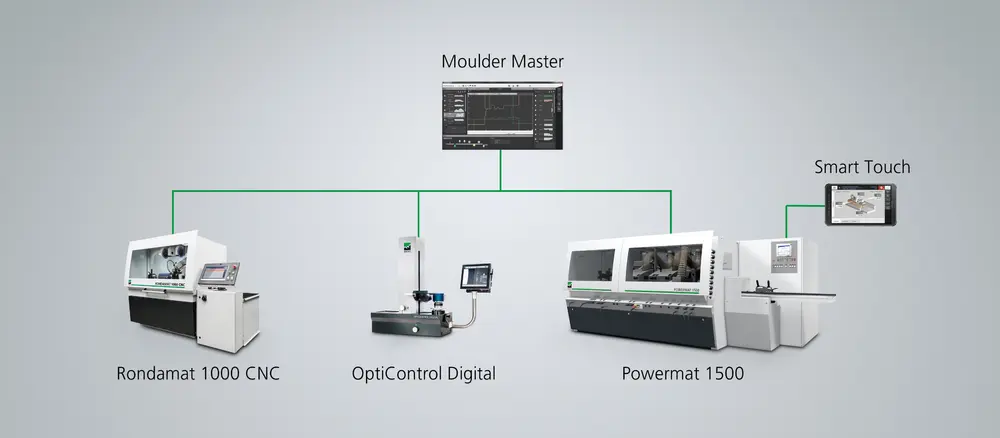
geconnecteerde machines
Sommige machines gaan zelfs nog een stap verder en hanteren het 'Industrie 4.0-principe', dat het de schrijnwerker mogelijk maakt om de verschillende machines in het atelier onderling te laten communiceren. Op die manier kan de operator alle instellingen en opgeslagen profielen van de schaafmachine in een centraal punt creëren of oproepen. Zo heeft elke machine in het atelier alle noodzakelijke informatie en past elke machine zich afzonderlijk aan indien het nodig mocht zijn. Samen met een gecentraliseerd softwareprogramma - dat u kunt koppelen aan andere machines en componenten - kunt u bovendien de productie aansturen vanuit het atelier en raakt het hele proces nog meer gestroomlijnd.
automatische onderhoudsmeldingen
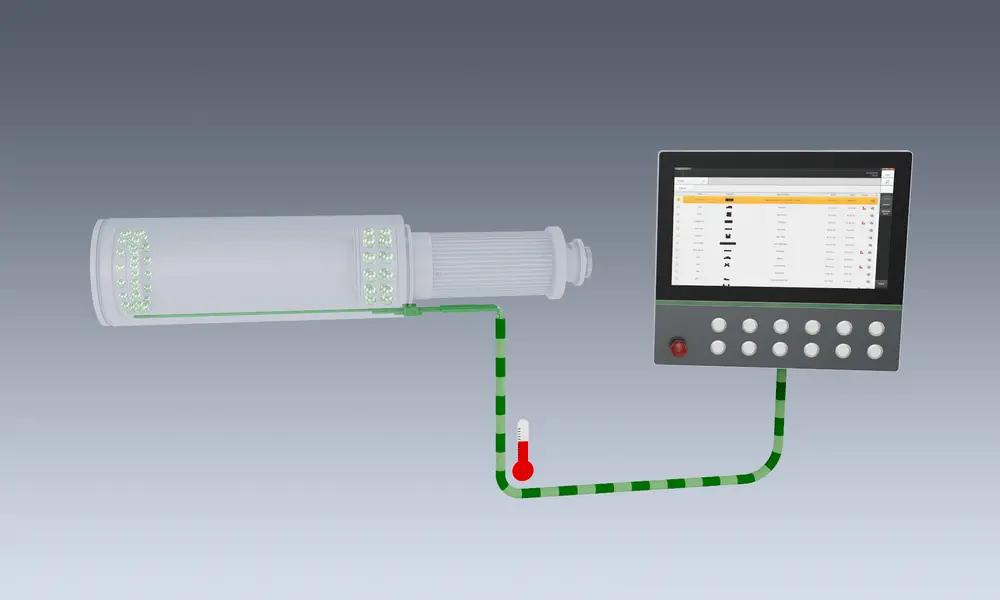
Een unieke functie in het sturingsprogramma is de mogelijkheid om alle onderhoudscycli centraal bij te houden. Zo verschijnt er na een opgegeven aantal uren van actief gebruik een pop-up op het scherm die een onderhoudsbeurt eist van de werknemer. Daarnaast wordt de temperatuur van de assen constant in de gaten gehouden om eventuele oververhitting te voorkomen.
Een unieke functie in het sturingsprogramma is de mogelijkheid om alle onderhoudscycli centraal bij te houden
Een andere optie is dat de software meegeeft wanneer er een gecentraliseerde smering nodig is. Sommige machines gaan zelfs zo ver dat ze aangeven welk type smeringsolie waar nodig is en geven de operator onmiddellijk mee onder welk bestelnummer hij deze kan vinden.
conclusie
Door het nijpend tekort aan vakmensen in de sector wordt het belang van de machine en de bediener alsmaar duidelijker. Hij hoeft zelfs de sector en het vak niet goed te kennen om de stiel toch uit te voeren. Dit aan de hand van de vernieuwingen in het sturingsprogramma. De machine gaat zich vervolgens quasi volledig zelf instellen en het schaven kan beginnen. Toch betekent deze digitalisering een meerkost die niet onderschat mag worden. Informeer u voor de aankoop van een vierzijdige schaafmachine dan ook volledig en koop een machine die aan uw noden beantwoordt.
Met dank aan: Haco Trading, Rogiers en Van Belle