La numerisation simplifie l’utilisation des raboteuses quatre faces
possibilites des raboteuses modernes
Les raboteuses quatre faces sont aujourd’hui indispensables dans les menuiseries travaillant le bois massif. Dans les magasins spécialisés en bois aussi on retrouve souvent ce type de machines. Le problème, c’est que les opérateurs qualifiés qui sont capables de régler parfaitement ces machines se font de plus en plus rares. Les fabricants s’adaptent à la situation en misant sur la numérisation des commandes et procédés de réglage, grâce aux systèmes de lecture numérique et aux commandes CNC pour le positionnement des axes. Nous vous proposons dans cet article un aperçu des différentes évolutions en la matière.

les composants de la raboteuse quatre faces
Une raboteuse quatre faces regroupe les fonctions d’un rabot, d’une dégauchisseuse et d’une toupie en une seule machine. En outre, ces machines sont numérisées à tel point que leur utilisation devient chaque fois plus facile. C'est d'ailleurs indispensable car il y a chaque année de moins en moins de professionnels pour les faire fonctionner. En raison de la pénurie, il faut qu'une personne moins qualifiée puisse effectuer les mêmes opérations qu'un professionnel moyennant des instructions claires. Le défi, cependant, consiste à faire en sorte que cela reste aussi abordable, intuitif et simple que possible.
Résultat: cette numérisation (obligatoire) permet au menuisier de réaliser des gains essentiels. Pour en discuter, nous allons d'abord examiner les différents composants de la raboteuse quatre faces moderne.

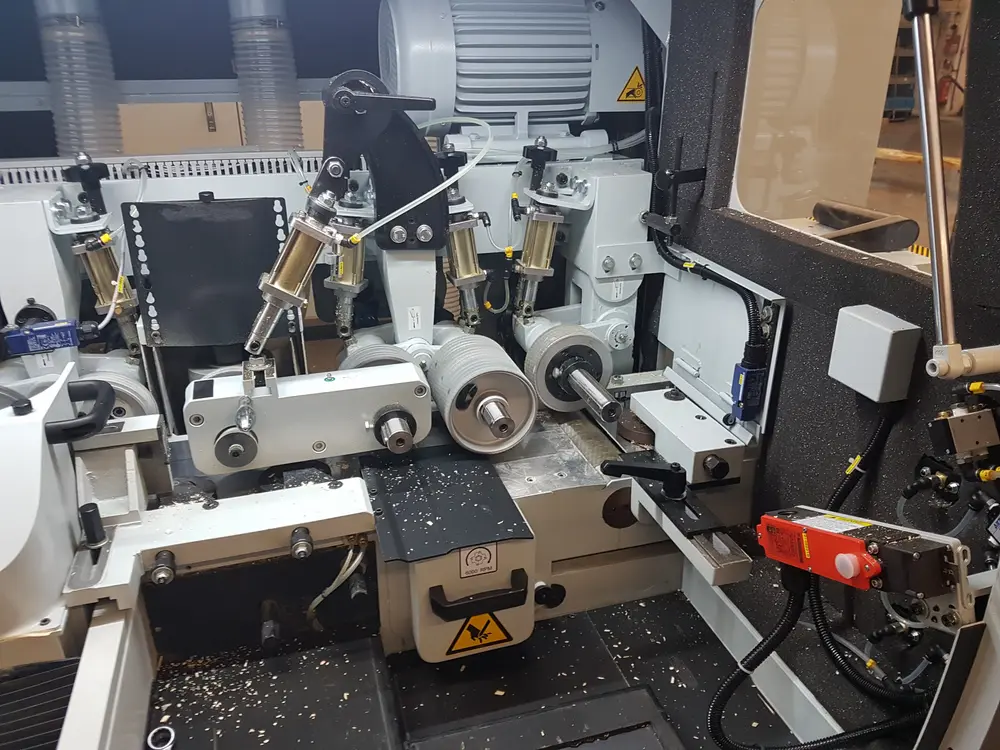
Nombre d’axes
Les principales pièces d’une raboteuse quatre faces sont sans la moindre hésitation les axes sur lesquels les outils sont montés. Chaque machine possèdent les quatre axes suivants:
- Dégauchisseuse: elle enlève la matière par le bas
- Toupie droite: comme son nom l'indique, elle rabote la pièce à angle droit
- Toupie gauche: elle enlève la matière de la pièce à usiner. Elle rabote le bois dans la largeur
- Raboteuse: râpage de la pièce à usiner dans son épaisseur
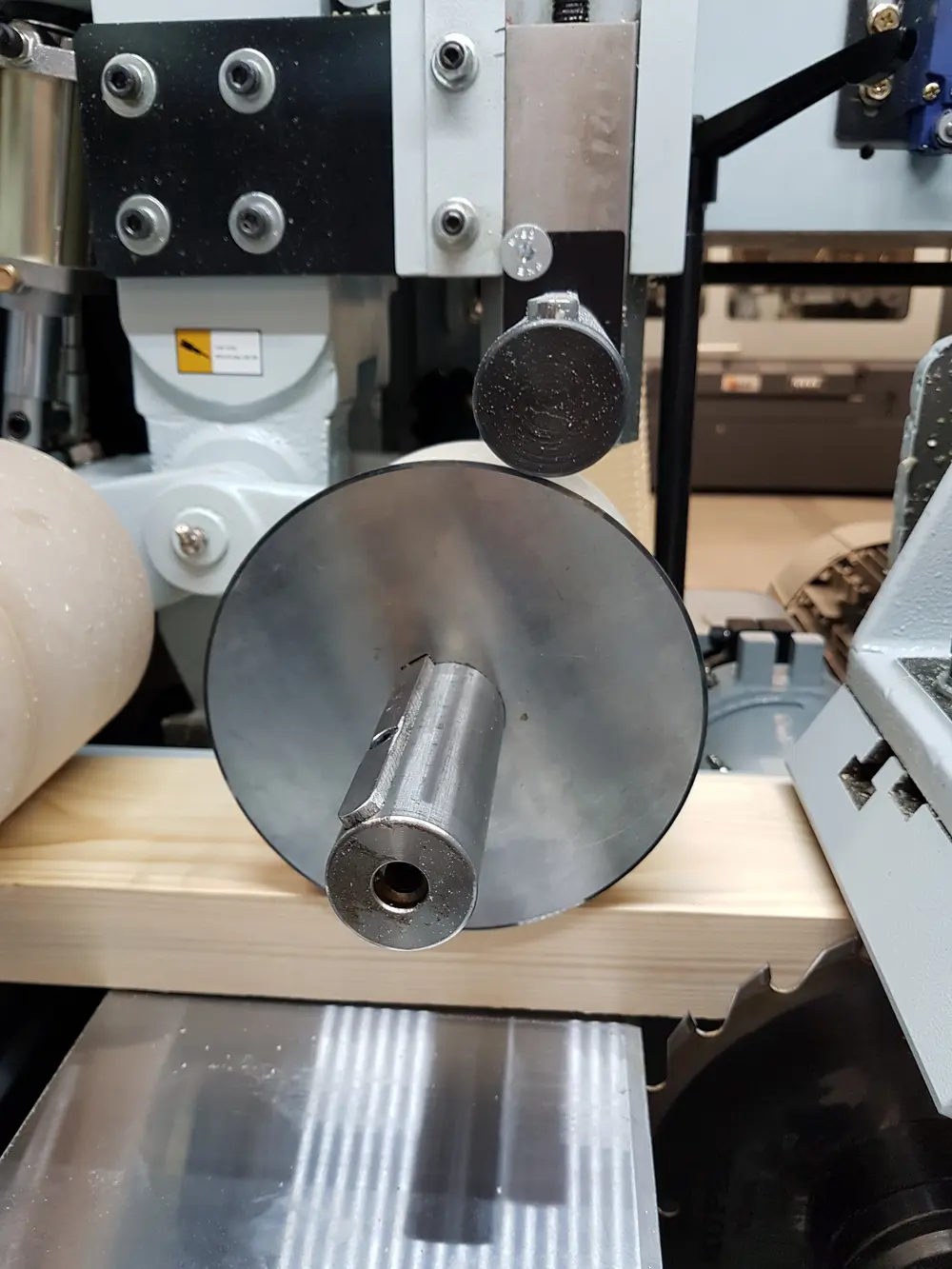
Naturellement il est toujours possible d’ajouter plus d’axes à votre raboteuse. Une machine peut ainsi en compter dix à onze environ. Le nombre d'axes est déterminé par deux choses: la finition souhaitée par le client et le nombre d'étapes que l'on veut effectuer sans changer d'outil. Grâce au processus de numérisation, ce changement est beaucoup plus facile qu'auparavant.
Auparavant, les axes de la plupart des raboteuses devaient être réglés manuellement, alors que ces dernières années, ce réglage est entièrement automatique, par simple pression sur un bouton, avec une précision d'un centième de millimètre. Une fois qu'un profil a été créé, mis en oeuvre et finalement enregistré dans le logiciel de la machine, l'opérateur peut facilement le rappeler. La raboteuse s'adapte donc immédiatement à un certain profil et mentionne en même temps certaines instructions qui ont été stockées dans le système lors de la création du profil. L'une d'entre elles par exemple est le changement d'outil. Cela garantit que ce changement sera beaucoup plus facile et plus efficace.

D'une certaine manière, il semble que cela nécessite une expertise, puisque les travailleurs doivent savoir quels outils sont nécessaires à quel endroit. Toutefois, ce n'est pas toujours le cas. Il est possible d'ajouter dans le logiciel une description qui mentionne ces éléments. En outre, ce changement d'outil est beaucoup moins cher que de posséder une raboteuse à plusieurs axes. Seuls les menuisiers très exigeants à l'égard de leurs machines voient l'avantage d'avoir plusieurs axes.

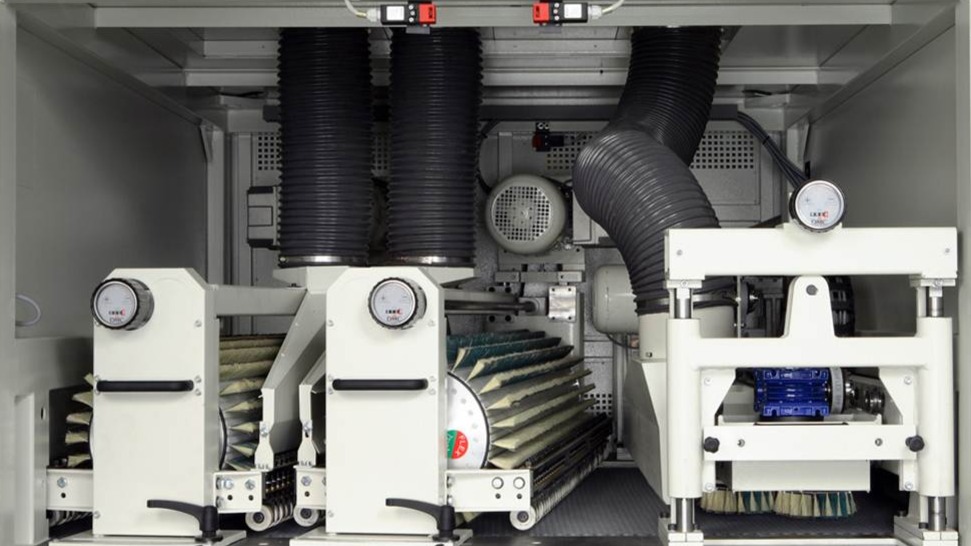
Bandes transporteuses et rouleaux d’alimentation
Un deuxième composant important est celui des rouleaux de pression et d'alimentation. Alors que les rouleaux d'alimentation s'occupent du transport, les rouleaux de pression maintiennent la pièce en place. Plus on veut que le motif de rabotage soit net, plus il faut de rouleaux de pression. Une option importante est la possibilité de régler la pression avec précision grâce à un système pneumatique
Pour assurer le fonctionnement optimal des rouleaux d'alimentation, la pièce doit être rainurée avant le rabotage afin que les rouleaux aient une prise optimale. Après le rabotage, le bois ne peut plus être endommagé. Enfin, l'opérateur peut régler la vitesse des rouleaux et éventuellement les associer à une pièce. Cela peut également être enregistré dans le logiciel.
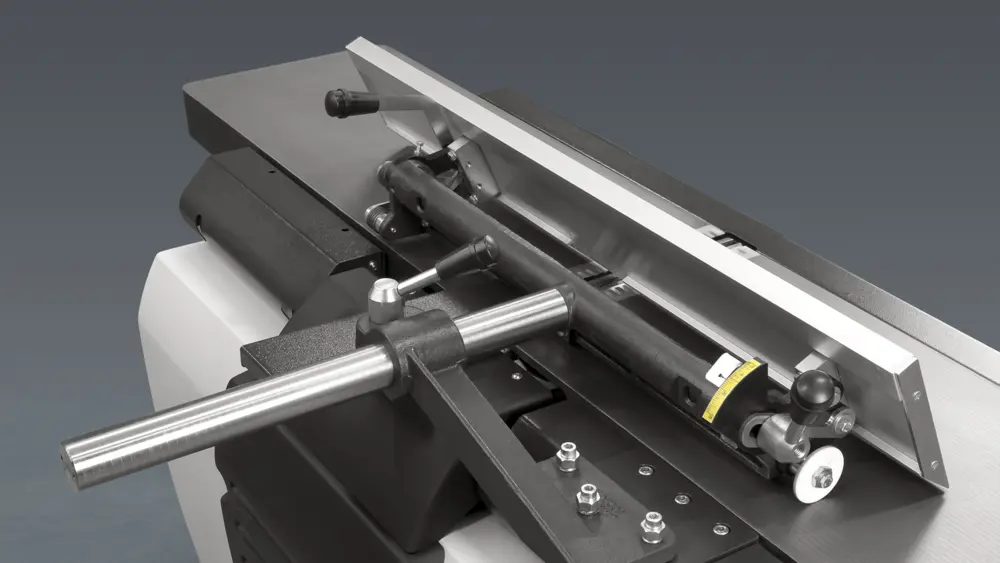
Réglage des sabots
Dans le rabot quatre faces, la pièce est enserrée de sabots à l’avant et à l’arrière. Leur rôle est d’assurer la stabilité du bois pendant l’usinage. Plus ils sont proches des outils, plus l’ensemble sera stable et plus le résultat sera de qualité. Sur les rabots modernes, l’opérateur est parfois averti lors du changement d’outil de la nécessité d’ajuster les sabots. Cela peut se faire manuellement ou être automatisé.
PROCESSUS DE FONCTIONNEMENT NUMÉRISÉ
Réglage de la machine
Il est donc clair que la tendance à la numérisation des machines dans la menuiserie moderne ne peut être ignorée. Elle offre également de nombreux avantages. Comme le logiciel se souvient de beaucoup de choses du passé, l'utilisation d'une raboteuse quatre faces est beaucoup plus facile. Lorsque l'opérateur récupère le bon profil dans la mémoire de la machine, les valeurs s - représentant la position actuelle des axes - sont automatiquement ajustées et affichées sur l'écran. Dans certains cas, cependant, il est encore nécessaire de les ajuster, par exemple si le client souhaite une certaine structure dans la pièce. En contrôlant individuellement les axes (axe axial et axe radial), vous pouvez obtenir différents profils. Cette opération peut être effectuée manuellement ou automatiquement.

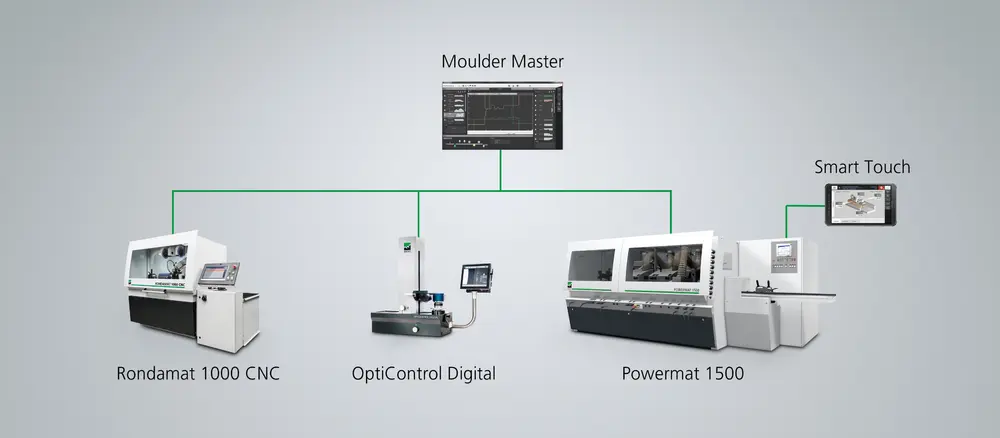
Machines connectées
Certains vont même plus loin et surfent sur le 'principe de l'industrie 4.0', qui permet aux différentes machines de l'atelier de communiquer entre elles. Ainsi, l'opérateur peut créer ou rappeler tous les réglages et profils enregistrés de la raboteuse en un point central. De cette façon, chaque machine de l'atelier dispose de ces informations et s'adapte en cas de besoin. Avec un logiciel centralisé - que vous pouvez relier à d'autres machines et composants - vous pouvez contrôler la production depuis l'atelier et l'ensemble du processus devient encore plus rationnel.
NOTIFICATIONS AUTOMATIQUES DE MAINTENANCE
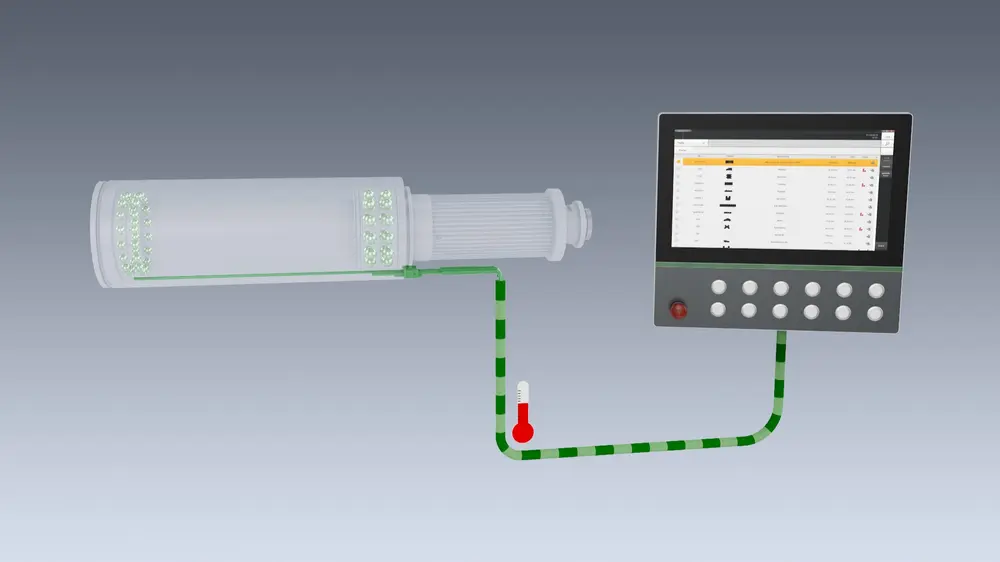
Une caractéristique unique du programme de contrôle est qu'il peut suivre tous les cycles de maintenance. Par exemple, après un certain nombre d'heures d'utilisation effective, une fenêtre pop-up apparaîtra à l'écran pour demander une maintenance. En outre, la température des arbres peut être contrôlée en permanence afin d'éviter toute surchauffe.
Une caractéristique unique du programme de contrôle est qu'il peut suivre tous les cycles de maintenance
Une autre option est que le logiciel indique quand une lubrification centralisée est nécessaire. Certains vont même jusqu'à indiquer quel type d'huile de lubrification est nécessaire à quel endroit, et indiquent immédiatement à l'opérateur sous quel numéro de commande il peut le trouver.
conclusion
La pénurie de professionnels qualifiés dans le secteur pousse à la simplification du travail de l’opérateur aux commandes de la machine. Même sans bien connaître le secteur et le métier, le programme de commande lui permet de trouver le bon profilé à sélectionner, pour ensuite laisser la machine se régler d’elle-même. Cette numérisation et les options éventuelles qui y sont associées (comme l’ajout d’axes supplémentaires) représentent un surcoût non négligeable. Lors de votre choix d’un bon rabot à quatre faces, pensez à investir dans une machine qui répondra à vos besoins.
Merci à: Haco Trading, Rogiers et Van Belle