Klemmen op nc-gestuurde pusher van opdeelzaag
Meer zaagrendement dankzij optimale logistiek

Opdeelzagen hebben reeds sinds enkele decennia hun vaste plaats verworven binnen kleine meubelfabrieken, interieurbouwbedrijven en meubelplatenhandels. Door de jaren heen is hun zaagrendement, waarmee de output van gezaagde onderdelen per shift bedoeld wordt, aanzienlijk toegenomen. De belangrijkste stap binnen deze evolutie was de invoering van de NC-sturing. Op de opdeelzaag zelf vormen de klemmen, ook wel spantangen genaamd, de belangrijkste instrumenten om het plaatmateriaal te manipuleren. Men kan ze het best vergelijken met vingers die de platen vastnemen en door de machine voeren. Tegelijk vervullen ze ook de functie van de lengteaanslag.
Klassieke werking
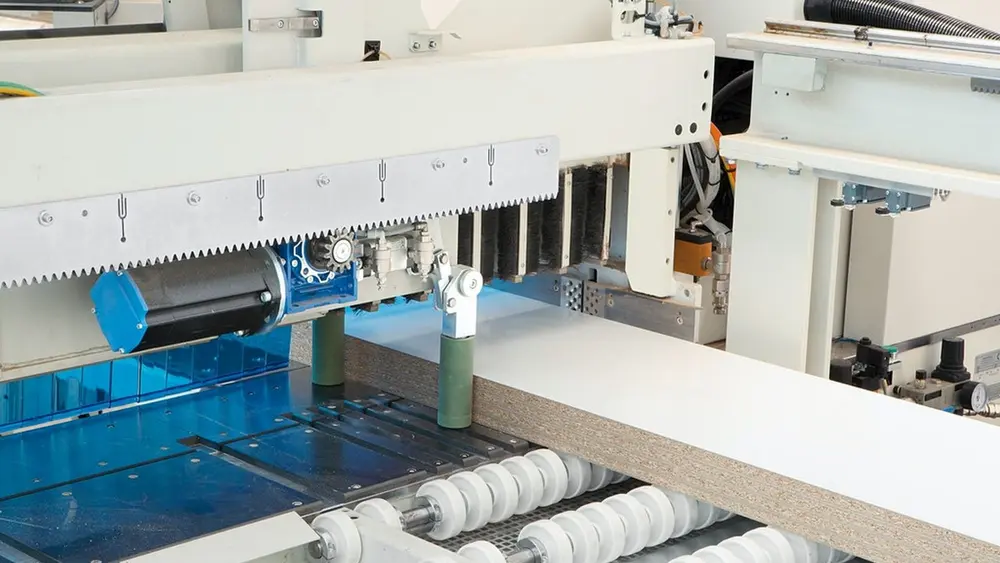
Bij een klassieke opdeelzaag voert de bediener de plaat in langs de voorkant van de machine en duwt hij die tegen de met klemmen uitgeruste lengteaanslag, ook wel pusher genaamd. Die is NC-gestuurd. De klemmen nemen de plaat vast en trekken die naar achteren de machine in tot de plaat de gewenste positie voor het zagen van de eerste strook bereikt heeft. Vervolgens komt de drukbalk naar beneden en kan het zagen starten.
Nadat alle stroken gezaagd zijn, zal de bediener deze stroken opnieuw in de machine brengen om ze dwars te laten opdelen. Dit gebeurt uiterst links (of rechts) op de machine, waar de bediener de stroken niet alleen tegen een lengteaanslag (klemmen), maar ook tegen een dwarsaanslag (haakse geleiderlat) kan positioneren.
Vervolgens kan de operator ervoor kiezen om deze stukken niet enkel door de drukbalk en de klemmen te laten vastzetten, maar ook door een zijdrukker die ofwel onafhankelijk op de drukbalk aanwezig is, ofwel geïntegreerd is in de zaagwagen.
Vastnemen van stapels
Een eerste manier om het zaagrendement te verhogen, is het in stapel zagen van platen of stroken met gelijke afmetingen. In plaats van de gezaagde stroken een voor een dwars op te delen, legt de bediener ze op elkaar en voert hij het geheel als pakket in de machine. De maximale hoogte van de stapel is in de regel zo'n 10 mm lager dan de maximale overstand van het zaagblad. Indien men met postformplaten werkt, moet men rekening houden met de maximale overstand van de voorritser. Sommige machines beschikken in dat verband over een extra grote voorritser die bovendien elektronisch gestuurd in de hoogte verstelbaar is. Een tweede belangrijke factor bij het verwerken van stapels is de druk waarmee deze stapel kan geklemd worden (klemmen, drukbalk en zijdrukker). Die moet uiteraard voldoende groot zijn om een vlotte verwerking door de machine te garanderen.
Afzonderlijk in de diepte positioneerbare klemmen
Een tweede manier waarop men via de klemmen een verhoogd zaagrendement kan bereiken, is door de klemmen afzonderlijk in de diepte positioneerbaar te maken. Zo kan men in één enkele cyclus twee of meerdere stroken (of pakketten) asymmetrisch opdelen. Het systeem kan men vergelijken met twee of meerdere afzonderlijke handen die de stroken zo ten opzichte van elkaar verschuiven dat de uit te voeren zaagsnede telkens gemeenschappelijk is. Om zo goed mogelijk van dit principe gebruik te kunnen maken, heroptimaliseert de sturing van de machine de lay-out die door het plaatoptimalisatieprogramma gegeven is.

Een belangrijke bemerking bij de klemmen is dat deze afzonderlijk open en dicht kunnen afhankelijk van de positie op het einde van het te bewerken paneel. Deze instelling voorkomt op die manier beschadigingen aan bijvoorbeeld de hoeken van het paneel. Dankzij deze innovatie is de druk net groot genoeg voor een deftig klemmend effect en klein genoeg om beschadigingen te voorkomen.
Met dank aan: Rogiers-Vanpoucke, Haco Trading, Constant Philips, DB&S Machines en Optimat Group