L'IMBRICATION REDUIT LE PARC DE MACHINES
MOINS DE PERTE DE PLACE POUR LE TAMPONNAGE GRACE A LA TECHNIQUE D'IMBRICATION
 Dans le travail du bois, NBM (Nesting Based Manufacturing), ou en abrégé 'imbrication', représente une répartition optimisée des plaques sur un centre d'usinage CNC. Ici, nous survolons certains aspects importants et faits intéressants de cette technique de production très productive et innovante.
Dans le travail du bois, NBM (Nesting Based Manufacturing), ou en abrégé 'imbrication', représente une répartition optimisée des plaques sur un centre d'usinage CNC. Ici, nous survolons certains aspects importants et faits intéressants de cette technique de production très productive et innovante.
QU'EST-CE QUE L'IMBRICATION?
On parle d'usinage d'imbrication quand divers éléments, souvent de taille et de forme différentes, sont fraisées hors d'une plaque (généralement MDF, multiplex ou plaque agglomérée) sur une fraiseuse CNC. La plaque de la pièce est serrée avec une plaque inférieure sur une table sous vide. Lors du fraisage, on fraise ± 0,2 - 0,5 mm dans la plaque inférieure.
La façon d'obtenir les différentes pièces à partir de la plaque de base peut être optimisée sur un PC au moyen d'un logiciel, de sorte que les chutes restent limitées à un minimum absolu.
Méthode de travail concrète
La méthode de travail la plus fréquente comporte les étapes suivantes.
- D'abord, une optimisation des pièces issues de la plaque de base dans un système CAO.
- Puis on applique une plaque inférieure, qui est lissée d'abord avec une fraise à surfacer (la plaque inférieure est couramment une plaque MDF brute). Ensuite, la plaque de base à déligner est appliquée.
- Puis la plaque est délignée à l'aide de la commande numérique de la machine d'imbrication. On fraise ± 0,2 - 0,5 mm dans
- la plaque inférieure.
- La plaque inférieure peut être utilisée plusieurs fois après un nouveau lissage avec la fraise à surfacer.

Usinages
La plupart des imbrications fréquentes sont le délignage et le fraisage, le profilage et le lissage de la plaque inférieure. Mais le perçage et le rainurage font aussi partie des possibilités. La pièce peut uniquement être délignée ou on peut d'emblée appliquer le fraisage de finition sur les profilés de bord et profilés intérieurs. Les contours des pièces peuvent être constitués de formes rectangulaires ou aléatoires.
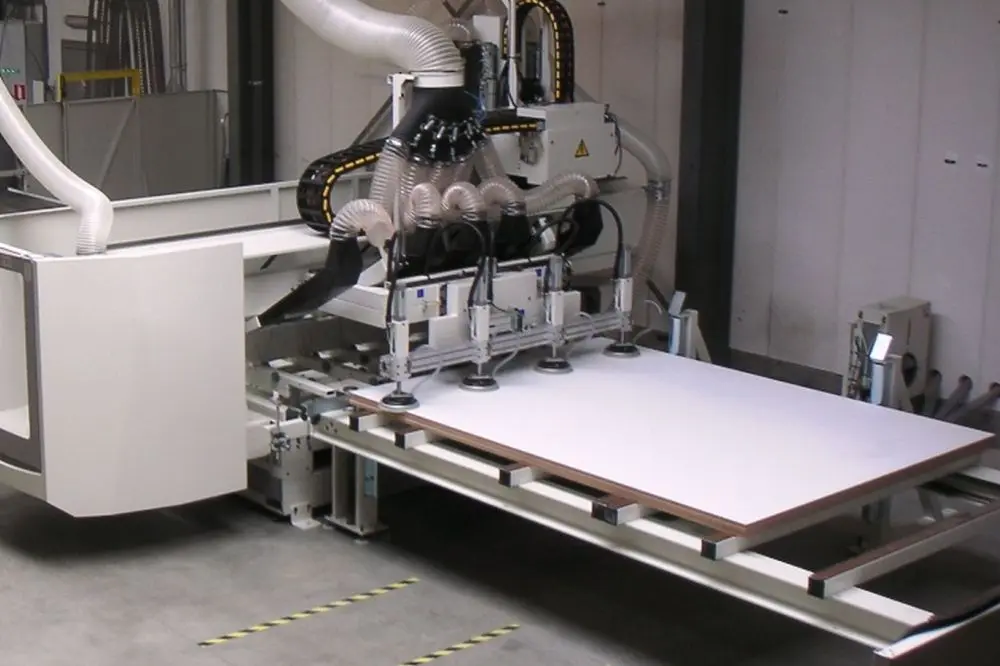
Type de machine CNC
Pour l'exécution d'une imbrication, on doit disposer d'une table treillis avec une ou plusieurs zones de vide réglables par des bandes de caoutchouc. Une table à poutres surmontées par des cups d'aspiration ne s'utilise pas pour l'imbrication. La pièce est entièrement serrée sur la table par le vide. Une mince plaque de MDF sert de surface de dépose et est utilisée comme piston de vide maxi (technique d'aspiration). Les outils de fraisage sont réglés en profondeur, pour une pénétration minimale dans la pièce (± 0,2 - 0,5 mm plus profond).
Plaque d'aspiration
La plaque inférieure ou plaque d'aspiration est une plaque perforée, généralement MDF, qui est posée au-dessus de la table treillis de la machine CNC. Cette plaque inférieure protège la table treillis de la machine CNC contre les dommages causés par la tête de la défonceuse. Les perforations laissent passer le vide. Une alternative relativement inconnue est la 'plaque gummi treillis', qui ne se remplace qu'après un ou deux ans.
Plaques usinables
Dans l'imbrication, on peut usiner des plaques de toute nature, comme l'aggloméré, le MDF, le multiplex (avec ou sans stratifié) et le betonplex. Mais on peut aussi imbriquer des plaques en plastique, plaques en fibro-ciment pour le bardage et plaques composites résistantes au feu.
Secteurs
L'imbrication est appliquée dans des secteurs tels que la construction navale, la construction de bâtis, la construction de caravanes et les panneaux de meuble sur mesure de formes spéciales.
Une évacuation optimale de la poussière est cruciale dans l'imbrication
ALTERNATIVES
Au lieu d'une imbrication, on peut aussi utiliser une scie à panneau (scie à format) ou une déligneuse, accouplée à un programme d'optimisation.
Cependant, ceci ne permet pas de profiler et on peut uniquement réaliser des délignages rectilignes.
AVANTAGES ET INCONVENIENTS
Avantages

L'imbrication a différents avantages.
- Optimisation de la consommation de matériau, d'où une réduction des coûts.
- La technique d'imbrication offre une grande flexibilité et permet d'exécuter des usinages très spécifiques pour des missions liées au client.
- Plusieurs étapes d'usinage sont exécutées en une fois, dans un flux de production entièrement automatique, du dessin CAO à la finition des panneaux.
- On peut fraiser des formes entièrement aléatoires, impossibles à réaliser avec une déligneuse.
Limites
Dans l'imbrication, aucun usinage ne peut être exécuté sur les côtés, ni sur le dessous de la plaque à usiner.
APERÇU DES OUTILS LES PLUS UTILISES
Fraise à surfacer
Une fraise à surfacer est utilisée pour lisser la plaque inférieure en MDF. De telles fraises sont disponibles avec couteaux WP ou en exécution diamantée.
Défonceuse au diamant
Une défonceuse au diamant à haut rendement avec un corps en carbure métallique plein pour déligner et fraiser les plaques. Généralement, les fraises existent en exécution Z=3. Les vitesses possibles vont jusqu'à 25 m/min, et la fraise est dotée d'une technologie d'évacuation des copeaux plus ciblée.
La fraise est conçue en vue d'une aspiration plus aisée de la poussière. Les diamètres sont possibles à partir de 12 mm.
De telles fraises existent avec une spirale positive ou négative.
Spirale positive: les fraises avec une spirale positive assurent une évacuation optimale des copeaux vers le haut dans la direction de l'aspiration. Si l'on désire une finition optimale, on doit cependant couper de façon négative (par pression) sur cette positionet une géométrie combinée positive/négative est exigée.
Spirale négative: les fraises avec une spirale négative ont une évacuation des copeaux moins idéale et poussent en partie les copeaux vers le bas. Celles-ci sont surtout utilisées dans l'usinage de plaques plus minces ou dans le fraisage de rainures pour obtenir une qualité de finition parfaite sur la couche de couverture.
Défonceuse VHW
Lors du délignage et du fraisage du bois massif et des plaques composées, on peut aussi travailler avec des défonceuses en carbure métallique plein (VHW). Celles-ci existent en différentes exécutions: avec une spirale positive ou négative mais aussi avec une spirale variable (en partie positive et en partie négative). De telles fraises VHW sont disponibles dans de nombreux diamètres (de 4 à 20 mm) et longueurs de coupe, couramment en exécution Z=2 ou Z=3. Un inconvénient est la tenue d'outil limitée. Pour le profilage, on peut utiliser aussi bien des défonceuses à profil diamanté que des défonceuses à profil WP.
Supports de serrage
Afin de pouvoir garantir une qualité de finition optimale et entraîner un minimum de vibrations pendant l'usinage, il est conseillé d'utiliser des supports de serrage de haute précision, comme le support de serrage hydro, le support de serrage polygonal (support rétractable mécanique) ou le support de serrage thermo- rétractable (support rétractable thermiquement).
CONDITIONS EXTRA
Des conditions supplémentaires sont imposées aux défonceuses utilisées pour l'imbrication. Toutes les conditions ci-dessous peuvent être remplies par l'utilisation de plus petits diamètres d'outil.
Pression de coupe minimale
Une pression de coupe minimale est nécessaire avec une vitesse de passage maximale pour continuer de serrer principalement des petites pièces. Quand une petite pièce est presque entièrement fraisée, la situation est très délicate parce que la pièce pourrait se déplacer et basculer sur la table de travail. Pour l'éviter, la profondeur totale est souvent fraisée en deux passages.
Evacuation optimale des copeaux
Pour contrer la formation de poussière, l'évacuation des copeaux sur la défonceuse doit être optimale.
Perte d'aspiration
La perte d'aspiration doit être minimale lors du délignage de la pièce.
REELLEMENT Z3
Sur bien des défonceuses courantes, utilisées dans l'imbrication, seuls ± 56% de la longueur utile effective sont en Z3, les zones restantes travaillent en Z2, voire Z1, en particulier à hauteur de la couche de couverture. Le réglage de la position Z dans une portée de fraisage sans interruptions est le fruit du hasard. Dans la technique d'imbrication, le positionnement de l'outil est réglable jusqu'à ± 0,2 mm. Ceci peut créer le problème du nombre insuffisant de coupes à hauteur de la couche de couverture.
QUAND L'IMBRICATION EST-ELLE INTERESSANTE?
Quelles entreprises profitent de l'imbrication comme alternative au travail avec une déligneuse ou scie à panneau ordinaire? En d'autres termes, quand l'imbrication est-elle intéressante?
Petites entreprises
Pour les petites entreprises qui fabriquent des petites séries à l'aide d'une production en flux tendu, l'imbrication est intéressante parce qu'il faut moins de machines, et donc moins de coûts d'investissement. Et les petites entreprises ne disposent pas toujours de l'espace pour une machine CNC et une déligneuse, et une machine d'imbrication est alors une bonne solution.
Entreprises plus grandes
Chez les (plus) grandes entreprises, l'avantage est que cela nécessite moins de manipulations et que les pièces usinées subiront dès lors moins de dommages.
Avec comme grands avantages moins de perte de place pour le tamponnage (désempilage et empilage) par phase de travail et moins d'étapes intermédiaires durant le processus de production.

IMBRICATION SANS POUSSIERE
Une bonne aspiration de la poussière de bois libérée est capitale. S'il reste trop de poussière, chaque élément doit être dépoussiéré séparément, ce qui réclame beaucoup de temps et d'énergie.
Forme adaptée de la défonceuse
Une fraise d'imbrication doit dès lors avoir une forme adaptée qui assure une aspiration optimale de la poussière, comme les fraises à spirale positive déjà commentées.
SYSTEME DE SERRAGE AVEC TURBINE INTEGREE
En dépit des nombreux efforts dans la conception des défonceuses avec une évacuation des copeaux plus ciblée, il subsiste un gros problème de poussière.
D'où le développement d'un type spécial de système de serrage intégrant une turbine. Cette turbine provoque un flux de copeaux ciblé (80 m/s) en direction de l'aspiration, ce qui permet de réduire de 80% la quantité de poussière qui n'est pas aspirée! La condition est que l'aspiration de la machine CNC soit assez puissante (> 28 m/s).
Avantages
Outre un environnement exempt de poussière, le système offre d'autres avantages.
Dans l'imbrication, la température à hauteur de l'outil et de la pièce peut atteindre 135 °C.
Dans l'utilisation du système de serrage avec turbine intégrée, la température est réduite à 5 °C. C'est nettement meilleur pour la qualité de finition de la pièce et la durée de vie de l'outil.
En raison de la quantité de poussière plus minime, ce système est fort logiquement plus convivial pour l'homme et la machine.
Trois systèmes
- Sur le premier système, les fraises à serrage conique HSK20C sont montées dans un impeller (turbine) prévu à cet effet. On obtient un excellent faux-rond de rotation et le réglage de hauteur des fraises par rapport à l'épaisseur de la pièce est optimal.
- Sur le second système, les outils sont montés dans le support à l'aide d'une pince de serrage avec une grande précision. Les pinces de serrage sont disponibles jusqu'à un diamètre de mandrin maximal de 16 mm.
- Sur le troisième système, les outils sont montés et serrés dans le support à l'aide d'un système hydro. Ce système est disponible avec des diamètres de mandrin de 16 et 20 mm. Ce dernier système a l'avantage d'avoir un meilleur faux-rond de rotation et donc d'offrir une meilleure qualité de finition.
Dust flow control
La cloche dotée d'ailettes présente certains inconvénients.
Primo, seules des vitesses entre 6 et 16 m/s sont possibles. Cette cloche possède aussi une grande masse.
Avec le temps, la poussière adhère aux ailettes. Mais ceci s'opère avec une distribution irrégulière inévitable sur les ailettes, ce qui peut créer une différence de masse entraînant l'usure de la machine par inertie lors de la rotation.
Un nettoyage régulier est donc préconisé!
TIPS & TRICKS DANS L'IMBRICATION
Les points suivants doivent être pris en considération pour un fonctionnement optimal.
- Plaques d'aspiration minces: utilisez, là où c'est possible, des plaques d'aspiration MDF minces, pour garder une pression de vide suffisante, mais pas plus minces que 5 mm pour conserver une répartition du vide suffisante, ceci en vue du serrage optimal des petites pièces.
- Scellement: en cas de problèmes d'aspiration, en particulier avec les petites pièces, les chants de la plaque d'aspiration doivent être scellés, dans le but d'obtenir un vide maximal (p.e. avec une laque provenant d'un aérosol).
- Vitesse d'amenée: de surcroît, on doit régler une plus grande vitesse de passage pour les petites pièces, quels que soient les réglages de profondeur.
En aucun cas diminuer la vitesse d'amenée! Ceci, en vue d'atteindre des tenues d'outil maximales. - Contours de pièce changeants: dans la variation continue des contours de pièce, la plaque d'aspiration doit être surfacée plus régulièrement (p.e. avec une fraise à surfacer) afin de conserver sa planéité.